
The manufacturing industry is at the cusp of a revolution 4.0 thanks to rapid technological advancements. With the rise of Industrial Internet of Things (IIoT) applications, factories are becoming smarter, more efficient, and more connected than ever. Therefore, the future of manufacturing holds immense potential as these innovative technologies continue to reshape the industrial landscape.
This article delves into the impact of Industrial IoT applications on manufacturing processes, exploring how they streamline operations, enhance productivity, and drive profitability. From predictive maintenance to real-time data analytics, these intelligent systems are revolutionizing factories’ operations, enabling manufacturers to make data-backed decisions and optimize their supply chain. So, let’s embark on a journey to uncover the transformative power of IIoT in the manufacturing sector and discover how it shapes the future of this ever-evolving industry.
Key Applications of Industrial IoT in the Manufacturing Sector
The Industrial Internet of Things (IIoT) is recasting the manufacturing sector with its wide range of applications. One of the key areas where IIoT is making a significant impact is predictive maintenance. Traditionally, manufacturing plants have relied on reactive maintenance practices, where equipment is fixed or replaced only when it breaks down. However, this approach is costly and can lead to unplanned downtime. With IIoT, sensors can be placed on critical machinery to monitor real-time performance. By collecting and analyzing data, manufacturers can predict when a machine will likely fail and proactively schedule maintenance, minimizing downtime and reducing overall maintenance costs.
Another important application of IIoT in manufacturing is inventory management. Manufacturers can monitor stock levels in real time by equipping inventory storage areas with connected sensors. It enables them to optimize inventory management, diminish carrying costs, and improve supply chain efficiency. Furthermore, IIoT can also help track the movement of goods within the manufacturing facility, providing better visibility into the production process and enabling manufacturers to identify bottlenecks and streamline operations.
Furthermore, IIoT is driving advancements in quality control. Sensors embedded in manufacturing equipment can collect data on parameters such as temperature, pressure, and humidity, allowing manufacturers to monitor and control production conditions more effectively. By analyzing this data, manufacturers can identify and rectify quality issues in real time, reducing waste and improving product quality. These applications of IIoT are just the tip of the iceberg; as the methods continue to evolve, new possibilities with connected devices are revolutionizing the manufacturing industry.
Benefits of Implementing Industrial IoT in Manufacturing Processes
The implementation of Industrial IoT in manufacturing processes offers a multitude of benefits for manufacturers. One of the key advantages is increased operational efficiency. IIoT allows manufacturers to monitor and control various aspects of the production process in real time, providing valuable insights into equipment performance and production conditions. This real-time visibility enables manufacturers to identify inefficiencies, optimize operations, and reduce downtime, ultimately improving productivity and cost savings.
Another significant benefit of IIoT in manufacturing is improved decision-making. With the help of IIoT, manufacturers can access large amounts of data gathered from sensors and other connected devices. This data can be analyzed and processed using advanced analytical tools to gain valuable insights into production trends, equipment performance, and customer demand. Armed with this information, manufacturers can make data-driven decisions and respond quickly to market changes, ultimately driving profitability.
Furthermore, IIoT enables manufacturers to enhance product quality and customer satisfaction. Manufacturers can identify and rectify quality issues by monitoring production conditions and collecting data on various parameters before they impact the final product. It reduces waste and ensures that customers receive high-quality products, enhancing their overall experience with the brand. Additionally, IIoT can enable manufacturers to offer personalized products and services customized to individual customer needs, further enhancing customer satisfaction and loyalty.
Case Studies Showcasing Successful Industrial IoT Implementations in Manufacturing
Several case studies highlight the successful implementation of Industrial IoT in manufacturing. One notable example is Siemens, a global manufacturing giant, which implemented Industrial IoT to build a smart factory. They interconnected machines and processes with IoT devices, enabling real-time data monitoring, analysis, and optimization. This digital transformation improved production efficiency, reduced waste, and enhanced manufacturing agility.
Another case study comes from Bosch, a leading supplier of automotive components. Bosch, a prominent player in the automotive industry, faced challenges in identifying and resolving problems in new vehicle series early on, leading to high expenses for warranty repairs. Delays in sharing information across the supply chain further exacerbated the issue. Bosch collaborated with AWS to address these challenges by creating a data exchange platform called COVANTO as part of its Agile Field Quality Management project. COVANTO allowed industry stakeholders to selectively share operational data selectively, ensuring controlled access for targeted troubleshooting. The solution took leverage of serverless computing and AWS services like Amazon S3, Amazon Redshift, and Amazon API Gateway to efficiently manage data exchange while complying with governance guidelines and minimizing bureaucratic red tape.
These case studies reflect the tangible benefits that Industrial IoT can bring to manufacturing sector. By embracing these technologies, companies can streamline operations, reduce costs, and improve overall productivity, gaining a competitive edge in the market.
Challenges and Considerations When Adopting Industrial IoT in Manufacturing
While the benefits of IIoT in manufacturing are undeniable, there are also challenges and considerations that manufacturers need to address when adopting these technologies. One of the key challenges is the complexity of implementation. IIoT involves the integration of various devices, sensors, and software systems, which can be a daunting task for manufacturers. It requires careful planning, collaboration with technology partners, and a well-defined roadmap to ensure a successful implementation.
Another consideration is data security and privacy. With the vast amounts of data generated by IIoT devices, manufacturers must ensure appropriate security measures are in place to protect sensitive information. It includes encrypting data transmissions, implementing access controls, and regularly updating security protocols. Manufacturers must also comply with relevant data privacy regulations to protect consumer information and maintain trust in their brand.
Furthermore, interoperability and standardization are essential considerations when adopting IIoT in manufacturing. Manufacturers must ensure that their various devices and systems can communicate and share data seamlessly. This requires adherence to industry standards and protocols and collaboration with technology vendors to ensure compatibility.
Lastly, the cost of implementation can be a barrier for some manufacturers. IIoT requires investment in hardware, software, and infrastructure, as well as for the skilled. However, there’s a one-stop solution, an application enablement platform (AEP). An AEP is the smartest choice for an OEM to incorporate digital transformation with IoT, as it solves all the abovementioned challenges.
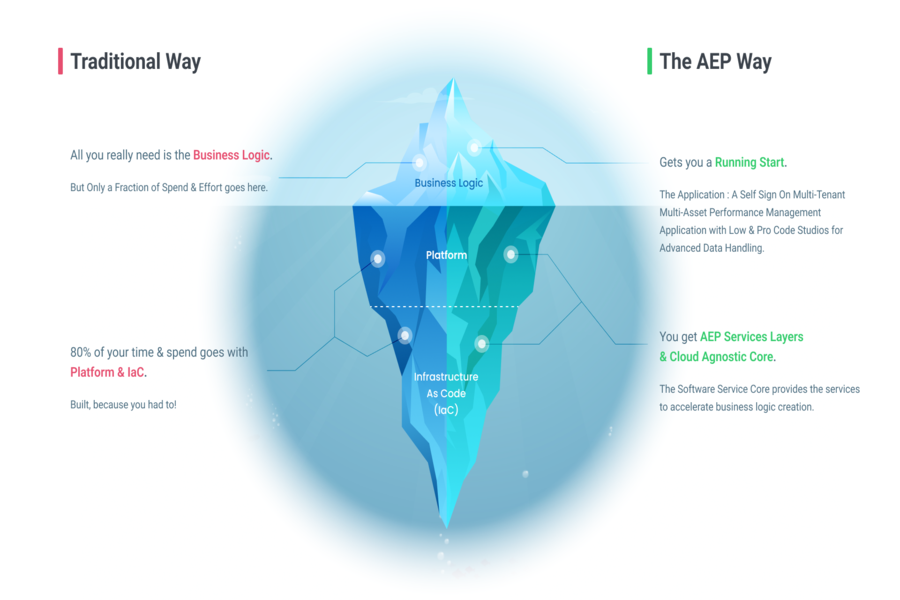
An AEP diminishes the complexities of implementing an IoT solution for OEMs with the build-on-the-top model. OEMs can focus on the business logic, which matters the most for any IoT Project, and an AEP such as Flex83 will provide the microservices layers and cloud-agnostic core to accelerate the business logic creation—saving 80% of OEM’s time and spend that would’ve gone in building the platform and infrastructure.
The Role of Data Analytics in Maximizing the Potential of Industrial IoT in Manufacturing
Data analytics plays a crucial role in maximizing the potential of IIoT in manufacturing. With the vast amounts of data generated by IIoT devices, OEMs need powerful analytics tools to make sense of this data and extract valuable insights. The new-age analytics techniques such as Artificial Intelligence (AI) and Machine Learning (ML) can be employed to identify patterns, detect anomalies, and predict future trends.
OEMs can gain insights into equipment performance, production conditions, and customer demand by analyzing data collected from sensors and other connected devices. This information can be used to optimize production techniques, improve product quality, and make data-driven decisions. For example, by analyzing historical data on equipment performance, manufacturers can identify patterns that indicate potential failures and proactively schedule maintenance, reducing downtime and maintenance costs.
Real-time data analytics is another area where IIoT is making a significant impact. By analyzing data in real time, manufacturers can detect problems as they occur and take immediate action. For example, suppose a sensor detects a deviation from the optimal production conditions. In that case, an alert can be triggered, enabling manufacturers to rectify the issue before it affects product quality or causes downtime.
In summary, data analytics is the key to unlocking the full potential of IIoT in manufacturing. Manufacturers can gain valuable insights, optimize processes, and drive continuous improvement by leveraging advanced analytics techniques.
Security Concerns and Best Practices for Protecting Industrial IoT Systems in Manufacturing
With the increasing connectivity and data exchange brought by IIoT, security concerns are a significant consideration for manufacturers. Protecting Industrial IoT systems is crucial to ensure data integrity, confidentiality, and availability. Manufacturers can follow several best practices to mitigate security risks and protect their IIoT systems.
At first, manufacturers should implement strong access controls. This includes using strong passwords, multi-factor authentication, and role-based access controls to confine access to authorized personnel. Regularly reviewing and updating access privileges is also essential to prevent unauthorized access.
Next, manufacturers should encrypt data transmissions between IIoT devices and other systems. This ensures that data remains secure and cannot be intercepted or tampered with during transmission. Encryption should be implemented using industry-standard protocols and algorithms to provide robust protection.
Also, manufacturers should regularly update and patch their IIoT systems. This includes updating firmware and software to address security vulnerabilities and applying patches released by vendors. Regular vulnerability assessments and penetration testing may also help identify and address potential system weaknesses.
Additionally, manufacturers should monitor their IIoT systems for suspicious activities or anomalies. Implementing intrusion detection and prevention methods can help detect and respond to potential threats. Continuous monitoring and analysis of system logs can also provide valuable insights into potential security incidents.
And lastly, manufacturers should educate employees about the security best practices and the significance of maintaining the security of IIoT systems. This includes training employees on identifying and reporting security incidents and raising awareness about common security threats such as phishing and social engineering.
By following these best practices, manufacturers can enhance the security of their IIoT systems and protect their valuable data and infrastructure. Furthermore, a robust AEP (Flex83) and a reliable technology partner can strengthen IoT cybersecurity and help scale the solution with a few thousand to millions of connected devices.
The Future of Manufacturing: Predictions and Trends Driven by Industrial IoT
The future of manufacturing looks promising, with Industrial IoT driving significant advancements and shaping the industry. Several predictions and trends can be identified as we look ahead.
Firstly, integrating IIoT with other emerging technologies, such as artificial intelligence (AI) and robotics, is expected to revolutionize the manufacturing industry. AI-powered analytics will enable manufacturers to gain even deeper insights from the vast amounts of data generated by IIoT devices. Robotics and automation will become more prevalent, leading to higher efficiency and productivity in manufacturing processes.
Secondly, the digital twin concept is expected to gain traction in manufacturing. A digital twin acts as the virtual replica of any physical asset or process created by combining data from IIoT devices with simulation and modelling techniques. Digital twins enable manufacturers to monitor and optimize the performance of assets in real time, leading to improved efficiency and reduced downtime.
Similarly, the adoption of edge computing is set to increase in manufacturing. Edge computing involves processing data locally, at the edge of the network, instead of sending it to a centralized cloud server. This enables real-time analytics and faster response times, making it ideal for time-sensitive applications in manufacturing.
And lastly, implementing 5G networks will further accelerate the adoption of IIoT in manufacturing. 5G offers faster speeds, lower latency, and higher capacity, enabling manufacturers to connect more devices and process larger amounts of data in real time. This will unlock new possibilities for automation, remote monitoring, and real-time decision-making in manufacturing.
Overall, the future of manufacturing looks exciting, with IIoT at the forefront of innovation and transformation.
How to Get Started with Industrial IoT in the Manufacturing Industry
Getting started with Industrial IoT in the manufacturing industry can seem daunting. Still, with mindful planning, the right approach, and a modern method of development, it can be a rewarding journey.
Here are some steps to consider when embarking on an IIoT implementation:
- Identify pain points and opportunities: Start by identifying the specific challenges and opportunities that IIoT can address in your manufacturing processes. This could be improving equipment reliability, optimizing inventory management, or enhancing product quality. Understanding your objectives will help you prioritize and focus your efforts.
- Build a strong foundation: Establish a solid foundation for your IIoT implementation by investing in the necessary infrastructure and connectivity. This includes ensuring reliable network connectivity, selecting suitable sensors and devices, and implementing a secure and scalable architecture.
- Start small and scale up: Begin with a pilot assignment to test the feasibility and benefits of IIoT in a controlled environment. It will help you understand the problems and opportunities specific to your organization and build confidence in the technology. Once you have validated the value of IIoT, you can gradually scale up your implementation via Flex83.
- Collaborate with technology partners: Work closely with technology partners who have expertise in IIoT and the manufacturing industry. They can provide guidance, support, and customized solutions to meet your specific needs. Collaboration is vital to a successful IIoT implementation.
- Invest in analytics capabilities: Data analytics is a critical component of IIoT. Invest in analytics tools and resources to make sense of the data generated by IIoT devices. This could include hiring data scientists, leveraging AI-powered analytics platforms, or partnering with analytics service providers.
- Ensure data security and privacy: Prioritize data security and privacy throughout your IIoT implementation. Implement strong access controls, encrypt data transmissions, and regularly update and patch your systems. Compliance with relevant data privacy regulations is also essential.
- Train and educate employees: Provide training and education on IIoT, its benefits, and best practices. This will help them embrace the technology, comprehend their roles and responsibilities, and contribute to the success of the implementation.
- Adapting to more innovative methods of building custom IoT solutions: Consider using Flex83 as an Application Enablement Platform (AEP) for a successful Industrial IoT implementation. Flex83 allows you to create customized IoT solutions with faster and more flexible deployments with easy integration of custom features. It also helps you avoid vendor lock-in and retain full control over the technology with complete intellectual property ownership.
By following these steps, you can lay the basis for a successful IIoT implementation within your industry and unlock the transformative power of this innovative technology.
Conclusion: Embracing the Potential of Industrial IoT for a Smarter Manufacturing Future
The future of manufacturing is being shaped by Industrial IoT, with its wide range of applications and transformative potential. IIoT is revolutionizing the industry by streamlining operations, enhancing productivity, and driving profitability. From predictive maintenance to real-time data analytics, IIoT allows manufacturers to make data-driven decisions, optimize their supply chain, and improve overall efficiency.
While there are challenges and considerations when adopting IIoT, the benefits outweigh the risks. By embracing Industrial IoT with the innovative approach of incorporating an AEP, OEMs can gain a competitive edge, enhance product quality with smartification, and deliver personalized experiences to customers. The future of manufacturing is intelligent, connected, and data-driven, and it is up to OEMs to embrace the potential of IIoT and shape this exciting future.

Nishant Puri, CISO at IoT83
Nishant carries professional expertise in team collaboration and network security solutions. He excels at aligning the needs of key business stakeholders, including Sales, Marketing, and Product Engineering, with pragmatic and efficient approaches that meet both short-term and long-term strategic goals.
Before joining IoT83, Nishant held a leadership position at Cisco America Partners, where he led sales and technology solutions. He was also a frequent speaker for Cisco APO, showcasing his knowledge and experience in the field. Being a Cisco-certified Inter-Networking Expert in Security and Collaboration, Nishant brings a wealth of technical expertise to his role. He is also inclined to identify digital discontinuities and is adept at mapping out effective digital transformations.




